Basic Info.
Model NO.
Whole machine line
Production Scope
Parts Production Line
Automatic Production Line
Galvanizaing Line
Capacity
150, 000 Tons/Year
Suggested Working Time
365×24=8760 Hour/Year
Maintenance Time Total
360+400=760 Hour/Year
Main Maintenance
15×24=360 Hour/Year
Maintenance Weekly
8×50=400 Hour/Year
Time Available
7200 Hour/Year(I.E. Rated Working Time)
Annual Working Time
7000 Hours
Line Load
97%
Transport Package
150, 000 Tons/Year
Specification
SGS
Trademark
CMT
Origin
Jiangsu Suzhou
Product Description
We can design the production line according to your requirements. The following data is just for your reference.
1 Process description
1.1 productive technology resume
This line is designed as Sendzimir processing.
After cold rolling strip steel surface was clean through electrolysis cleaning and bake, enter into NOF for annealing and reduction, galvanized in the zinc pot in the sealed atmosphere, blowed by air knife and cooling, and obtain galvanizing steel coil. Under the process of the skin pass mill, tension leveler, passivity/antifinger treatment, oil coating, get finished galvanizing coil.
The main process flow: loading coil-pay-off reel( 1# and 2# pay-off reel in turn) - shear (1# and 2# shear in turn) - welding - electrolytic cleaning and drying - annealing - galvanizing/galvalume - air knife blow -- air cooling - water quenching - skin pass mill(reserved) - tension leveler - passivity - electrostatic oiling (reserved)- shear-coiling - unloading coil - packing.
1.2 Line technical parameter
1) Raw material
Un-annealing low carbon cold rolled coil
Material: CQ
Strength of extension max.650MPa
Yield strength max.450Mpa
Specification thickness: 0.22-2.0mm
Width: 900-1250mm
Coil weight 25t (max.)
Coil ID Φ508mm,Φ610mm
Coil OD Φ2100mm(max.), Φ900mm(min.)
The cold rolled strip steel quality standard is in accordance with GB709-2004, detail specification:
Single coil weight ≤25t
Flatness <40 I
Camber <3mm/m
Coil inner is required orderly, edge is flat, no burr, crack and crack
Cleanness of the strip steel surface:
Residual rolling oil (double side) max. 500 mg / m2
Residual carbon powder(double side) max. 50 mg / m2
Residual ferrous power(double side) max. 250 mg / m2
Strip temperature max.100ºC
2) Finished product
Galvanized and galvalume alloy steel coil
Variety of coating: Zinc layer(GI), zinc aluminum layer (include AL55%,GL, zinc pot reserved)
Specification thickness 0.22-2.0mm
Width 900-1250mm
Coil weight 25t (max.)
Coil ID Φ508mm
Coil OD Φ1800mm (max.)
Product performance grade CQ
Film surface state common spangle
Surface protection type chromating (oiling reservation)
Plating layer weight GI 40-270 g/m2 (double side)
Product standard GB 2518-2004(GI)
3) Production outline


For more information, please contact us at any time.
1 Process description
1.1 productive technology resume
This line is designed as Sendzimir processing.
After cold rolling strip steel surface was clean through electrolysis cleaning and bake, enter into NOF for annealing and reduction, galvanized in the zinc pot in the sealed atmosphere, blowed by air knife and cooling, and obtain galvanizing steel coil. Under the process of the skin pass mill, tension leveler, passivity/antifinger treatment, oil coating, get finished galvanizing coil.
The main process flow: loading coil-pay-off reel( 1# and 2# pay-off reel in turn) - shear (1# and 2# shear in turn) - welding - electrolytic cleaning and drying - annealing - galvanizing/galvalume - air knife blow -- air cooling - water quenching - skin pass mill(reserved) - tension leveler - passivity - electrostatic oiling (reserved)- shear-coiling - unloading coil - packing.
1.2 Line technical parameter
1) Raw material
Un-annealing low carbon cold rolled coil
Material: CQ
Strength of extension max.650MPa
Yield strength max.450Mpa
Specification thickness: 0.22-2.0mm
Width: 900-1250mm
Coil weight 25t (max.)
Coil ID Φ508mm,Φ610mm
Coil OD Φ2100mm(max.), Φ900mm(min.)
The cold rolled strip steel quality standard is in accordance with GB709-2004, detail specification:
Single coil weight ≤25t
Flatness <40 I
Camber <3mm/m
Coil inner is required orderly, edge is flat, no burr, crack and crack
Cleanness of the strip steel surface:
Residual rolling oil (double side) max. 500 mg / m2
Residual carbon powder(double side) max. 50 mg / m2
Residual ferrous power(double side) max. 250 mg / m2
Strip temperature max.100ºC
2) Finished product
Galvanized and galvalume alloy steel coil
Variety of coating: Zinc layer(GI), zinc aluminum layer (include AL55%,GL, zinc pot reserved)
Specification thickness 0.22-2.0mm
Width 900-1250mm
Coil weight 25t (max.)
Coil ID Φ508mm
Coil OD Φ1800mm (max.)
Product performance grade CQ
Film surface state common spangle
Surface protection type chromating (oiling reservation)
Plating layer weight GI 40-270 g/m2 (double side)
Product standard GB 2518-2004(GI)
3) Production outline
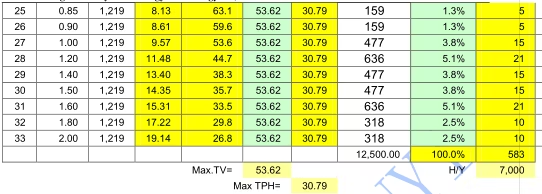
PRODUCT MIX
GALVANIZED STEEL SHEETS/COILS REQUIREMENT
GALVANIZED STEEL SHEETS/COILS REQUIREMENT


4) Working system and effective working hours
Calendar time 365×24=8760 hour/year
Maintenance time total: 360+400=760 hour/year
Main maintenance 15×24=360 hour/year
Maintenance weekly 8×50=400 hour/year
Other downtime 800 hour/year
Time available 7200 hour/year(i.e. rated working time)
Annual working time 7000 hours
Line load 97%
2 .Process flow
2.1 Unit process flow diagram
Calendar time 365×24=8760 hour/year
Maintenance time total: 360+400=760 hour/year
Main maintenance 15×24=360 hour/year
Maintenance weekly 8×50=400 hour/year
Other downtime 800 hour/year
Time available 7200 hour/year(i.e. rated working time)
Annual working time 7000 hours
Line load 97%
2 .Process flow
2.1 Unit process flow diagram

For more information, please contact us at any time.
| Strip steel composition | ||||||
| C% | Si% | Mn% | Al% | P% | S% | |
| CQ | ≤0.12 | ≤0.50 | ≤0.04 | ≤0.04 | ||